Introduction
The OWS 15 ppm alarm is one of the most common operational issues in the engine room. While the system is designed to prevent overboard discharge of contaminated water, repeated alarms during normal operation can quickly lead to disruption, uncertainty, and even loss of confidence among engineers on board.
In theory, the system is simple: if oil content exceeds 15 ppm, discharge is automatically stopped and redirected. However, under real onboard conditions, the causes behind these alarms are rarely simple or isolated. In many cases, what appears to be a single issue is actually the result of several factors acting together.
From a troubleshooting point of view, repeated 15 ppm alarms are rarely caused by mechanical failure alone. More often, they are influenced by a combination of bilge water condition, contamination sources, unstable emulsions, operational practices, and system limitations. Small changes in temperature, flow stability, or bilge composition can significantly affect separation efficiency, even when the equipment itself is in good condition.
For this reason, the OWS should not be treated as a standalone piece of equipment, but as part of a wider engine room system. The way bilge water is generated, handled, and processed has a direct impact on how the separator performs.
Understanding why these alarms occur-and how to respond to them-is essential not only for MARPOL Annex I compliance, but also for maintaining safe and stable engine room operations. More importantly, it allows engineers to move from simply reacting to alarms to actually understanding what the system is telling them.
This article focuses on the most common causes of 15 ppm alarms in OWS systems, together with practical troubleshooting approaches based on real onboard conditions.
Understanding OWS 15 ppm Alarm Conditions

What Does the 15 ppm Alarm Actually Indicate?
The 15 ppm alarm is activated when the Oil Content Monitor (OCM) detects that the oil concentration in the treated water exceeds the discharge limit established by MARPOL Annex I.
According to MARPOL Annex I requirements established by the IMO, oily water discharge must not exceed 15 ppm.
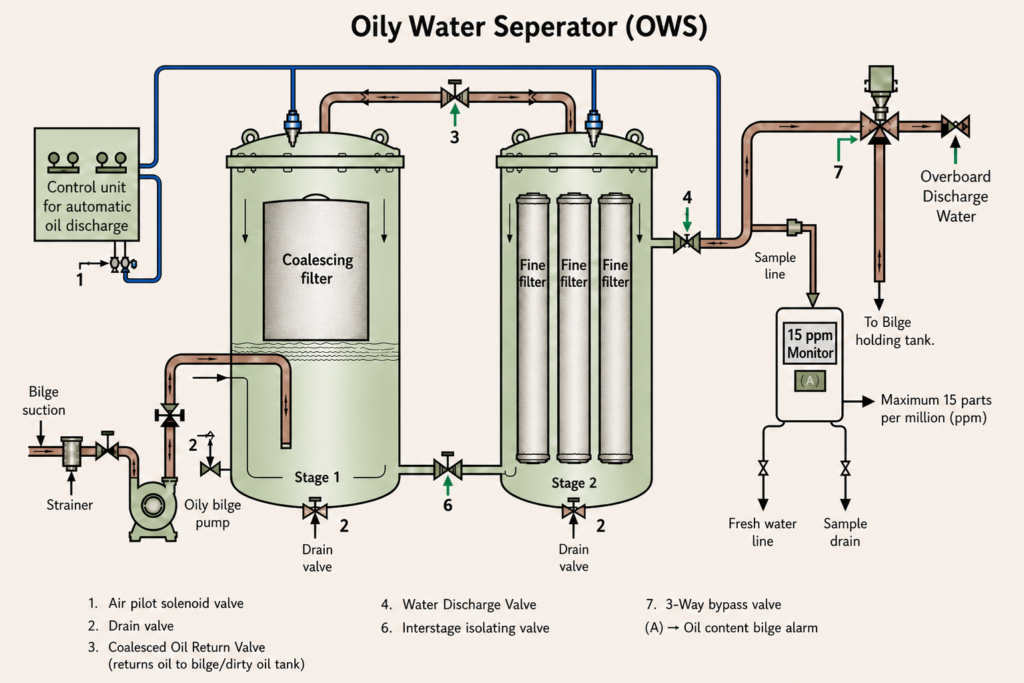
Once this limit is exceeded, the system responds automatically:
- The alarm is activated
- The three-way valve diverts the flow back to the bilge or retention tank
- Overboard discharge is immediately stopped
From a compliance point of view, this arrangement is designed to prevent any discharge that does not meet regulatory limits.
From a compliance point of view, this arrangement is designed to prevent any discharge that does not meet regulatory limits.
However, from an operational standpoint, the OWS 15 ppm alarm should not be seen only as a protective mechanism, but as an indication of how the Oily Water Separator is performing under actual working conditions.
In many cases, the alarm is not simply indicating high oil content, but reflecting changes in system behavior-whether related to bilge composition, flow stability, temperature, contamination, or internal condition of the system.
This is why repeated 15 ppm alarms are rarely random. They often point to a gradual loss of separation efficiency or unstable operating conditions.
From a troubleshooting point of view, understanding what the alarm represents is the first step toward identifying the real cause. Treating it as a simple on/off signal often leads to repeated interruptions without solving the underlying problem.
A well-understood alarm gives information.
A poorly interpreted alarm creates uncertainty.
Recognizing this difference is essential for maintaining control and ensuring reliable operation onboard.
Why 15 ppm Alarms Occur in Real Onboard Conditions
In real engine room operations, 15 ppm alarms are rarely caused by a single factor. In most cases, they result from a combination of system conditions, bilge water characteristics, and operational practices acting together.
From an Oily Water Separator troubleshooting perspective, this is a key point. The system may be operating within acceptable limits-such as flow rate, temperature, or equipment condition-yet the combined effect of these factors can still lead to poor separation performance.
Understanding how these conditions develop and interact is essential to identify the real cause behind repeated alarms.
Stable Emulsions in Bilge Water
One of the most common and persistent causes of OWS 15 ppm alarms is the presence of stable oil-water emulsions in the bilge system.
These emulsions are typically formed due to:
- Detergents used during cleaning operations
- High turbulence in bilge wells and transfer lines
- Mixing of different oil types (fuel, lube oil, hydraulic oil)
- Chemical contamination from tank cleaning residues or additives
Under these conditions, oil droplets are broken down into very fine particles that remain suspended in the water. Unlike free oil, which separates naturally by gravity, these micro-droplets do not easily coalesce into larger droplets.
As a result, separation inside the OWS becomes less effective. Even when the system is in good mechanical condition, the coalescer cannot efficiently group these particles, allowing oil to pass through the system and eventually leading to a 15 ppm alarm.
From an operational perspective, this type of bilge water usually presents a milky or cloudy appearance, indicating that the mixture is not suitable for effective separation.
It is also important to understand that emulsions are rarely generated by a single event. In most cases, they develop gradually over time due to repeated cleaning activities, poor segregation, or continuous mixing within the bilge system.
Inefficient Coalescer Performance
The coalescing elements play a critical role in combining small oil droplets into larger ones, allowing separation by gravity to take place effectively.
Performance may be reduced due to:
- Saturated or aged coalescer elements.
- Lack of cleaning or timely replacement
- Excessive flow rate through the system
- Temperature variations affecting fluid viscosity and separation behavior
Under real onboard conditions, coalescer performance rarely degrades suddenly. Instead, it tends to decline gradually over time as the elements become saturated or are exposed to unsuitable bilge conditions.
As efficiency decreases, the system may still appear to operate normally, but its ability to remove fine oil droplets is reduced. This leads to a gradual increase in oil content at the discharge stage, eventually activating the 15 ppm alarm.
This type of degradation can be difficult to identify, as it does not always present clear visual signs. In many cases, the system only shows symptoms when operating conditions become slightly less favorable, such as changes in flow rate or temperature.
Recognizing this gradual loss of efficiency is essential to define proper maintenance intervals and to understand how operating conditions affect separation performance.
Improper Bilge Management
In many onboard cases, the root cause of repeated 15 ppm alarms is not the OWS itself, but the way bilge water is managed in the engine room.
Typical issues include:
- Mixing clean and heavily contaminated bilge water
- Lack of segregation between different sources
- Pumping untreated or highly contaminated bilge directly into the OWS
- Continuous accumulation of sludge and contaminants over time
From an operational point of view, the OWS is often expected to handle conditions beyond its intended limits. However, the system is designed to treat bilge water within defined parameters-not to process heavily contaminated or unstable mixtures on a continuous basis.
Poor bilge management gradually degrades overall system performance. Over time, this leads to the formation of more stable emulsions, higher contamination levels, and reduced separation efficiency.
In practice, this means that even a well-maintained OWS can struggle to operate effectively if the incoming bilge water is not properly controlled.
For this reason, bilge management should be considered a critical part of Oily Water Separator troubleshooting, rather than a separate issue.
Malfunctioning Three-Way Valve or Control System
Although less frequent, mechanical or control-related failures can also affect OWS performance and lead to abnormal system behavior.
Examples include:
- Three-way valve not switching correctly
- Delayed response to alarm signals
- Incorrect control system calibration
These issues can result in improper flow diversion or delayed system response, potentially affecting both operational reliability and regulatory compliance.
While less common than other causes, these failures should still be considered when overall system conditions appear normal but abnormal behavior persists.
Immediate Actions When a 15 ppm Alarm Occurs
From an operational point of view, the response to a 15 ppm alarm is critical. The objective is not only to stop the alarm, but to understand what the system is indicating and prevent repeated interruptions.
A structured and methodical approach is required to identify the root cause, rather than reacting only to the symptom.
Step 1: Stop Overboard Discharge
The first and most critical action is to immediately stop overboard discharge and ensure that the flow is properly diverted.
Verify that:
- The three-way valve has switched correctly
- The discharge is returning to the bilge or retention tank
- No overboard discharge is taking place
This step is essential for MARPOL Annex I compliance and must be confirmed before proceeding with any further investigation.
Step 2: Check Bilge Water Condition
Once discharge is secured, the condition of the bilge water must be assessed.
Evaluate:
- Visual appearance (milky, cloudy, dark, presence of solids)
- Possible contamination sources
- Recent operations such as tank cleaning, maintenance activities, or chemical use
This step provides a direct indication of the nature of the problem. For example, a milky appearance may indicate stable emulsions, while dark or heavily contaminated bilge water may suggest high oil content or poor segregation.
In many cases, the condition of the bilge water alone explains why the system is unable to achieve proper separation.
Step 3: Inspect the OCM System
The oil content monitor (OCM) must be checked to confirm that the alarm is based on reliable readings.
Verify:
- Cleanliness of sample lines
- Condition of optical sensors
- Proper flushing operation
In practice, a contaminated OCM can produce false high readings, leading to unnecessary system interruptions.
An important check is whether the readings remain stable or fluctuate. Erratic or inconsistent values often indicate issues within the monitoring system rather than actual oil content.
In many cases, proper cleaning and flushing of the OCM system can restore normal operation.
Step 4: Evaluate System Operation
If the bilge condition and OCM appear acceptable, the next step is to evaluate the overall operation of the OWS.
Check:
- Flow rate through the system
- Pressure conditions
- Fluid temperature
- Condition of coalescer elements
Even small deviations can significantly affect separation efficiency. For example, excessive flow rate may reduce residence time, while temperature variations can affect viscosity and separation behavior.
At this stage, the system should be considered as a whole, rather than focusing on a single parameter. The interaction between flow, temperature, and bilge composition often determines overall performance.
A consistent approach to these steps helps avoid repeated alarms and unnecessary interventions. More importantly, it allows the engineering team to interpret the alarm as part of the system response, rather than as an isolated event.
Common Mistakes That Lead to Repeated 15 ppm Alarms
In practice, repeated OWS 15 ppm alarms are often not caused by equipment failure alone, but by how the system is operated and managed on a daily basis.
In many cases, the underlying issue is related to human factors, operational habits, or a misunderstanding of system limitations, rather than a defect in the Oily Water Separator itself.
Recognizing these common mistakes is essential to prevent recurring problems and unnecessary system interruptions.
Overloading the System
One of the most common mistakes is attempting to process highly contaminated bilge water without proper pre-treatment or control.
In real onboard operations, this often happens when large volumes of contaminated bilge are transferred directly to the OWS after maintenance work, tank cleaning, or prolonged accumulation.
Under these conditions, the system is forced to operate beyond its normal limits. As a result, separation efficiency decreases, and repeated 15 ppm alarms become inevitable.
Ignoring Preventive Maintenance
A common issue is the lack of consistent preventive maintenance on key system components.
This includes:
- Delayed cleaning or replacement of coalescer elements
- Inadequate flushing of the OCM system
- Accumulation of sludge in critical areas
Over time, this leads to a gradual degradation of system performance. The OWS may still operate, but its ability to maintain stable separation is reduced, making it more sensitive to changes in operating conditions.
Misinterpreting Alarm Signals
A common operational mistake is treating the 15 ppm alarm as an isolated event rather than as an indication of overall system behavior.
In practice, this often leads to resetting the alarm and restarting the system without identifying the root cause.
This approach may temporarily restore normal operation, but it does not solve the problem. As a result, the alarm reappears, leading to repeated interruptions and increasing uncertainty for the operator.
Poor Training and Awareness
A lack of understanding of system limitations and proper operational practices can significantly affect OWS performance.
In many cases, crew members may not fully understand how factors such as bilge composition, temperature, flow conditions, and contamination influence separation efficiency.
Without this level of understanding, operational decisions may unintentionally create unfavorable conditions for the system, resulting in repeated alarms and reduced reliability.
These issues are often interconnected. Poor bilge management, combined with inadequate maintenance and misinterpretation of alarms, can gradually degrade system performance, even when the equipment itself remains in good condition.
Preventive Measures to Avoid 15 ppm Alarms
Maintaining consistent OWS performance requires more than following basic procedures. It requires a combination of operational discipline, system awareness, and continuous control of bilge conditions in the engine room.
In practice, preventing repeated 15 ppm alarms is not achieved through isolated actions, but by maintaining stable and suitable operating conditions over time.
Key measures include:
Proper bilge segregation
Bilge water should be managed to avoid mixing clean and heavily contaminated sources. Maintaining segregation between different systems reduces the formation of emulsions and improves overall separation efficiency.
Regular system flushing
Consistent flushing of the OWS and the oil content monitor sampling system prevents the accumulation of oil residues and sludge, helping maintain reliable readings and stable system operation.
Scheduled maintenance of coalescer elements
Coalescer performance gradually degrades with use and exposure to contaminated bilge. Regular inspection, cleaning, and timely replacement are essential to maintain effective separation.
Periodic calibration and verification of the OCM
Accurate monitoring depends on a properly functioning oil content monitor. Regular calibration and verification ensure that readings reflect actual system conditions and help prevent unnecessary alarms.
Crew training and system familiarization
Effective operation depends on the crew’s understanding of how the system behaves under different conditions. Awareness of system limitations and operating principles allows for better decision-making and more stable operation.
From an operational point of view, these measures are most effective when applied consistently, not only when problems occur. Preventive control of bilge condition and system parameters is what ultimately reduces the frequency of alarms and improves overall reliability.
A stable system is not the result of a single action, but of continuous attention to how it is operated.
From an Engine Room Perspective
In real onboard conditions, the Oily Water Separator (OWS) is not a “set and forget” system. Its performance depends directly on how the engine room is operated and managed on a daily basis.
From an operational point of view, the OWS should be understood as part of a wider system rather than as an isolated piece of equipment. Bilge water generation, segregation practices, system condition, and operating parameters all influence how effectively the separator performs.
A well-maintained system rarely generates 15 ppm alarms without reason. When alarms occur, they should not be treated as isolated events, but as indications of changes in system behavior or operating conditions.
Understanding the interaction between bilge composition, system condition, and operational practices is what differentiates routine operation from effective Oily Water Separator troubleshooting.
In practice, consistent performance is achieved not by reacting to alarms, but by maintaining stable operating conditions and applying continuous system awareness.
This is where engineering judgment becomes critical-not in responding to the alarm itself, but in understanding what the system is indicating.
Conclusion
The OWS 15 ppm alarm is not only a compliance mechanism required under MARPOL Annex I — it is also a direct indication of system performance and operational discipline in the engine room.
While the system is designed to prevent environmental violations, repeated alarms usually reflect underlying issues in bilge water management, system condition, and operational practices, rather than a single equipment failure.
From a practical point of view, effective OWS troubleshooting requires understanding how multiple factors interact within the system. Emulsions, contamination, flow conditions, temperature variations, and monitoring reliability all influence separation performance.
Recognizing these interactions allows engineers to move beyond reactive operation and adopt a more controlled and stable approach to system management.
In real engine room operations, stable OWS performance is achieved through consistent operational control, proper bilge management, and continuous understanding of system behavior.